
Table of Contents
Sponge iron, also known as Direct Reduced iron (DRI), is a key raw material used in modern steelmaking. It is produced by reducing iron ore using coal or natural gas without melting the ore. The process removes oxygen from iron oxide and creates a porous metallic product that looks like a sponge.
India is the world’s largest producer of sponge iron, supplying a major share of global DRI production. The material is widely used by Electric Arc Furnace (EAF) plants, induction furnace steelmakers, and TMT bar manufacturers because it provides consistent iron content and lower impurities than scrap.
This article explains sponge iron uses, the production process and formulas, major sponge iron plants in India, prices, and key benefits for steel producers.
What is sponge iron (DRI)?
Sponge iron, also called Direct Reduced Iron (DRI), is iron produced by reducing iron ore (Fe₂O₃ or Fe₃O₄) without melting it. The oxygen is removed using coal or natural gas, leaving behind porous metallic iron. Because of its sponge-like structure, the material is known as sponge iron.
In India, sponge iron is a key feedstock for Electric Arc Furnace (EAF) and Induction Furnace (IF) steelmaking. It offers predictable chemistry and helps steel producers maintain consistent steel quality.
Typical DRI composition
| Component | Typical range |
| Total iron (Fe) | 84–92% |
| Metallisation | 85–94% |
| Carbon | 0.1–0.3% |
| Sulphur | <0.03% |
| Phosphorus | <0.05% |
High metallisation levels mean most of the iron oxide has been converted into metallic iron, which improves furnace efficiency.
Sponge iron vs. pig iron vs. scrap
| Material | Key feature | Steelmaking use |
| Sponge iron (DRI) | Solid reduced iron with low impurities | Widely used in EAF and induction furnaces |
| Pig iron | Molten iron from blast furnace | Used in foundries and integrated steel plants |
| Steel scrap | Recycled steel | Mixed with DRI in steel melting |
Because of its low residual elements and uniform chemistry, DRI helps EAF and induction furnace operators control steel composition more accurately.
Sponge iron production process
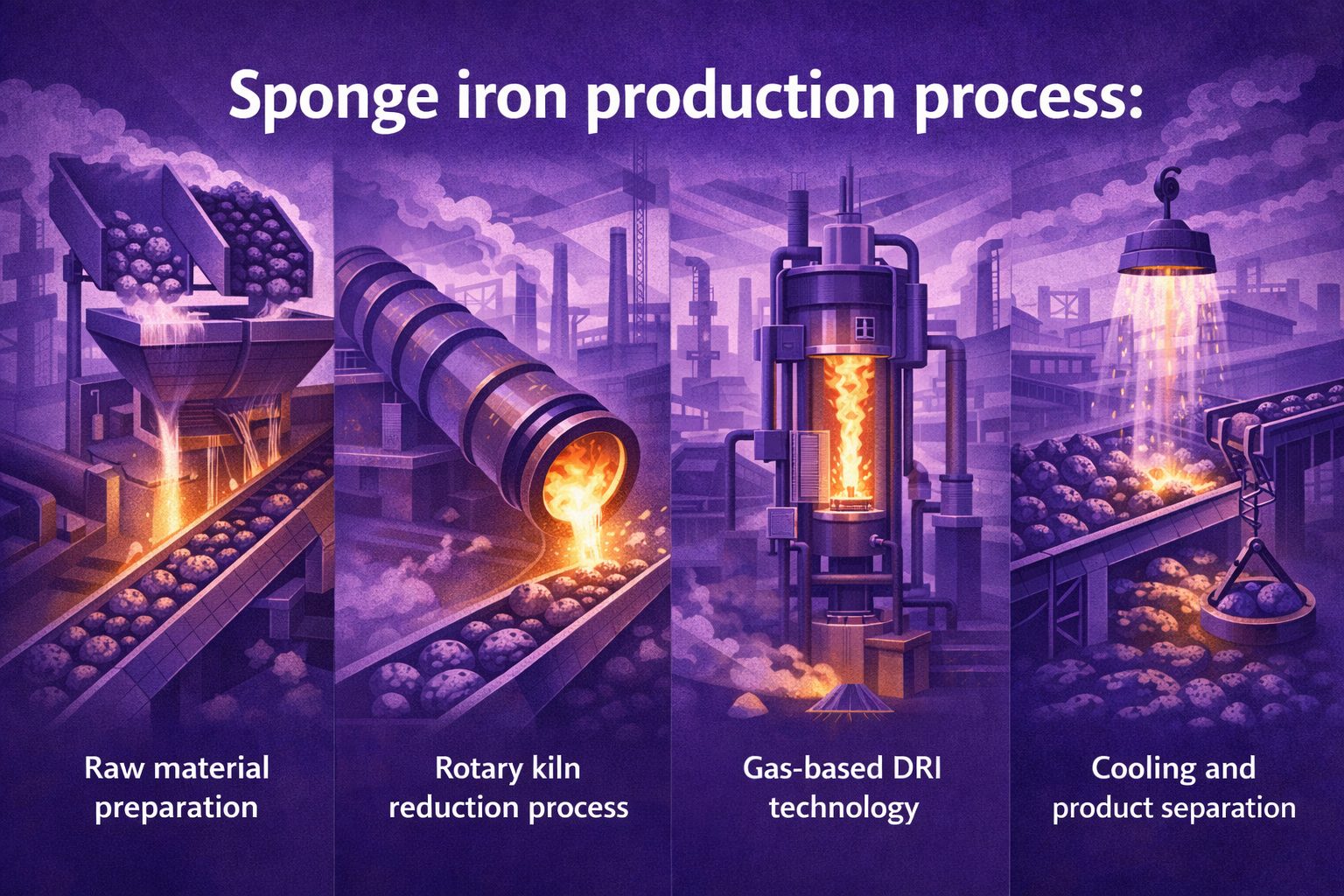
Raw material preparation
The DRI production process begins with the preparation of raw materials. Iron ore in the form of lumps or pellets is the primary feedstock. Non-coking coal or natural gas acts as the reducing agent, while limestone or dolomite may be added to control impurities. The materials are sized and mixed before being fed into the reduction system. Consistent raw material quality is essential for stable DRI manufacturing and higher metallisation levels.
Rotary kiln reduction process
In India, most DRI is produced using the coal-based rotary kiln process. The kiln slowly rotates while maintaining temperatures between 800°C and 1100°C. As the iron ore moves through the kiln, coal reacts with oxygen and produces carbon monoxide. This gas removes oxygen from iron ore and converts it into metallic iron without melting it.
Two key reduction reactions occur during the process:
Fe₂O₃ + 3CO → 2Fe + 3CO₂
Fe₂O₃ + 3H₂ → 2Fe + 3H₂O
These reactions gradually transform iron oxide into DRI with high metallic iron content.
Gas-based DRI technology
Some plants use gas-based DRI technology, such as the MIDREX or HYL process. These systems use reformed natural gas instead of coal to produce reducing gases like hydrogen and carbon monoxide. Gas-based plants often achieve higher metallisation and lower emissions, but they require reliable natural gas supply.
Cooling and product separation
After reduction, the hot DRI passes through a rotary cooler. Here, the material is cooled using water sprays or air. The cooled product is then separated from coal char and fines before being transported for steelmaking in EAF or induction furnaces.
Sponge iron plants in India

India’s role in the global sponge iron production
India is the largest producer of DRI in the world, accounting for roughly 35–40% of global output. The country has a large number of coal-based DRI units that supply raw material to induction furnace and electric arc furnace steel plants. Strong domestic demand for construction steel, billets, and TMT bars continues to support sponge iron production in India.
Major sponge iron production clusters
Most DRI plants in India are located near iron ore mines and coal reserves. This helps reduce transportation costs and ensures steady raw material supply.
Key production clusters include:
Odisha – One of the largest hubs due to rich iron ore reserves.
Chhattisgarh – Home to many sponge iron and secondary steel plants.
Jharkhand – Close to iron ore belts and integrated steel facilities.
West Bengal – Durgapur and nearby regions host several DRI manufacturers.
Karnataka – Hospet–Bellary belt supports many sponge iron units.
Maharashtra – Chandrapur and nearby regions have major DRI plants.
Major sponge iron manufacturers in India
Several companies dominate DRI manufacturing in India and supply it to domestic steel producers.
- Tata Sponge Iron
- Jindal Steel & Power
- Shyam Metalics and Energy
- Godawari Power & Ispat
- Lloyds Metals and Energy
These companies operate large rotary kiln facilities and supply sponge iron to EAF and induction furnace steelmakers across India.
Why plants are located near mineral belts
DRI plants are typically built close to iron ore mines and coal fields. Shorter logistics routes reduce raw material costs and improve operational efficiency. Access to rail networks and industrial clusters also supports steady supply to steel mills.
Sponge iron uses in the steel industry

Electric Arc Furnace (EAF) steelmaking
One of the main DRI uses is in Electric Arc Furnace (EAF) steelmaking. Steel producers mix sponge iron with scrap to create a stable furnace charge. DRI contains fewer unwanted elements such as copper and tin compared to scrap. This helps operators control the final steel chemistry more accurately. Continuous feeding of sponge iron can also improve furnace productivity and melting efficiency.
Induction furnace steel production
In India, many secondary steel plants operate induction furnaces. These units rely heavily on DRI in steelmaking because it provides a consistent iron source. DRI helps maintain uniform chemical composition in the molten metal. As a result, steelmakers can produce billets and other semi-finished products with better quality and predictable properties.
Manufacturing TMT bars and structural steel
DRI is widely used to produce steel billets, which are later rolled into TMT bars, angles, channels, and other structural steel products. Construction-grade steel often depends on a mix of DRI and scrap to maintain strength, ductility, and purity. This makes sponge iron an important raw material for India’s infrastructure and real estate sectors.
Production of DI pipes and castings
Another important application is in the production of Ductile Iron (DI) pipes and engineering castings. Foundries use DRI as a substitute for scrap because it contains fewer residual elements. The cleaner metallic composition improves casting quality and reduces defects.
Why steel producers prefer sponge iron
Steel manufacturers prefer DRI because it offers several advantages:
- Low residual impurities compared to scrap
- Consistent chemical composition
- Reliable substitute for steel scrap in melting furnaces
These benefits help steel plants achieve better yield, stable furnace operation, and consistent product quality.
Sponge iron price in India (July 2026)
The DRI price in India changes frequently based on raw material costs and steel demand. Prices are usually quoted per metric ton (₹/ton) and vary across major steel clusters such as Raipur, Durgapur, Rourkela, and Bellary. As of July 2026, the domestic DRI price per ton in India generally falls within the following range.
| Product | Typical price range (₹/ton) | Major trading hubs |
| Sponge iron (DRI) – Lumps | ₹26,000 – ₹34,000 | Raipur, Rourkela, Durgapur. |
| Sponge iron (DRI) – Pellets based | ₹27,000 – ₹36,000 | Bellary, Hospet. |
| Gas-based DRI/HBI | ₹33,000 – ₹45,000 | Limited supply; imported or integrated steel plants. |
Prices move weekly depending on steel demand and raw material availability. Secondary steel plants that produce billets, ingots, and TMT bars are the largest buyers of sponge iron.
Key factors affecting sponge iron prices
| Factor | Impact on price |
| Iron ore prices | Higher ore costs raise DRI production costs |
| Non-coking coal price | Major cost component for coal-based DRI plants |
| Power and logistics | Transport and electricity affect plant operating costs |
| Demand from EAF/IF steel plants | Higher steel demand increases sponge iron consumption |
| Government policies | Mining rules, export duties, and environmental regulations influence supply. |
Regional price variations
Prices can vary by ₹1,500–₹4,500 per ton between regions. Areas closer to iron ore mines and coal belts, such as Odisha, Chhattisgarh, and Karnataka, often see slightly lower prices due to reduced transport costs.
Advantages of sponge iron

Low sulphur and phosphorus content
One of the key advantages of DRI is its low sulphur and phosphorus levels. These elements can negatively affect steel strength and ductility if present in high amounts. Sponge iron produced through the DRI process usually contains lower impurity levels than many types of scrap. This helps steel producers manufacture higher-quality steel with fewer refining adjustments.
Predictable chemical composition
Another major benefit is its consistent and predictable chemistry. Unlike scrap, which can vary widely in composition, DRI has controlled levels of iron, carbon, and gangue elements. This allows furnace operators to plan the charge mix more accurately and maintain stable melting conditions.
Improved furnace productivity
Steel plants often use DRI to improve Electric Arc Furnace (EAF) and induction furnace productivity. Continuous charging of DRI helps maintain a steady melting process and supports efficient energy use. Stable furnace conditions also reduce operational disruptions during steelmaking.
Reduced electrode consumption
DRI generates carbon monoxide during reduction and melting, which creates a protective atmosphere inside the furnace. This reduces electrode oxidation and can help lower electrode consumption during EAF operations.
Consistent steel quality and carbon advantage
The carbon present in sponge iron supports the melting process in EAF and induction furnaces. Controlled carbon levels improve heat generation and support slag formation. As a result, steelmakers can achieve more consistent steel quality and better yield compared with using scrap alone.
Quality parameters steel buyers should check
Steel producers and furnace operators closely monitor sponge iron quality parameters before purchasing DRI. These specifications directly affect steel yield, furnace efficiency, energy consumption, and final steel quality.
Metallisation percentage: Indicates how much iron oxide has been converted to metallic iron; higher metallisation improves furnace efficiency and reduces energy consumption.
Total iron (Fe) content: Higher iron content increases metallic yield and reduces slag formation during steelmaking.
Carbon content: Controlled sponge iron carbon content supports heat generation in EAF and induction furnaces and improves melting efficiency.
Sulphur levels: Lower sulphur reduces the risk of brittleness and improves the mechanical properties of finished steel products.
Phosphorus content: Low phosphorus is essential for producing structural steel and TMT bars with good ductility and strength.
Size distribution: Uniform DRI size ensures better furnace charging, consistent melting, and reduced dust losses.
Gangue content (silica and alumina): Lower gangue levels reduce slag volume and improve furnace productivity.
Moisture level: Low moisture helps avoid handling issues and prevents unnecessary energy loss during melting.
Carefully checking these DRI quality parameters helps steel buyers achieve stable furnace operations, better metal recovery, and consistent steel chemistry.
Challenges in sponge iron production
The DRI industry in India plays a critical role in supplying raw material for secondary steelmaking. However, producers face several operational and regulatory challenges that can affect production costs and plant efficiency. Many of these DRI production issues in India are linked to raw materials, environmental compliance, and energy consumption.
Some of the key challenges include:
Coal quality variations: Non-coking coal used in rotary kilns often varies in ash content and calorific value, which can affect reduction efficiency and product quality.
Environmental regulations: DRI plants must comply with strict pollution control norms related to particulate emissions, kiln gases, and waste management.
Char and waste disposal: Managing coal char and other solid by-products remains a challenge for many DRI units.
Rising energy costs: Electricity, coal, and transport costs significantly influence the overall cost of production.
To address these issues, many producers are exploring gas-based DRI technologies and green steel initiatives that can reduce emissions and improve energy efficiency.
Conclusion
The sponge iron industry in India continues to support the country’s large secondary steel sector. Reliable DRI supply allows EAF and induction furnace plants to maintain steady steel production while controlling raw material quality. India’s strong domestic demand for construction steel has also reinforced its leadership in global DRI steelmaking. Looking ahead, producers are focusing on cleaner technologies, including gas-based DRI and low-carbon steelmaking, as the industry gradually moves toward more efficient and sustainable production methods.
Looking to procure steel?
Tata nexarc helps manufacturers, builders and MSMEs source certified steel products, compare prices, and choose the right grade as per IS codes—with complete traceability and procurement confidence.
FAQs
What is sponge iron?
Why is it called sponge iron?
What is sponge iron mainly used for?
Is sponge iron the same as pig iron?
Why do steel plants use sponge iron instead of scrap?
What raw materials are used to make sponge iron?
What is the typical iron content in sponge iron?
Which states produce the most sponge iron in India?
What is the average sponge iron price in India?
How is sponge iron different from hot briquetted iron (HBI)?
A product manager with a writer's heart, Anirban leverages his 6 years of experience to empower MSMEs in the business and technology sectors. His time at Tata nexarc honed his skills in crafting informative content tailored to MSME needs. Whether wielding words for business or developing innovative products for both Tata Nexarc and MSMEs, his passion for clear communication and a deep understanding of their challenges shine through.





India has 20% of global production of this! wow.That’s impressive and makes me proud of our industry.
Yes it is really nice to know. For Sponge iron, we ranks number 1 across the world.