
Table of Contents
Carburizing isn’t new. In fact, it’s one of the oldest surface-hardening techniques in metallurgy — but it’s far from outdated. Today, it powers some of the most critical components in modern industry, from transmission gears in trucks to precision tools in machining units.
At its core, carburizing is simple: infuse carbon into steel surfaces to make them harder, tougher, and more resistant to wear. But like most things in metalworking, the real story lies in the details — the temperatures, the timing, the chemistry, and the method.
For MSMEs working with steel, carburizing offers more than just durability. It offers value. A properly carburized part can last longer, handle more stress, and ultimately reduce costs — especially in sectors like construction, fabrication, and heavy machinery, where failure is not an option.
What makes this technique even more relevant today is its versatility. Whether you’re dealing with simple fasteners or custom-engineered shafts, carburizing adapts — with processes tailored for batch size, geometry, alloy type, and precision needs.
In this article, we break it down — the methods, the workflow, the materials, and the challenges. Whether you’re a plant head, procurement lead, or a steel part manufacturer looking to increase product reliability, this guide will help you understand why carburizing matters and how to use it well. Let’s get to the core — or rather, the case — of it.
Carburizing Methods
Carburizing isn’t a one-size-fits-all operation. Depending on the material, part geometry, cost constraints, and production scale, different methods offer different advantages. The key lies in choosing the right carburizing technique for the job — one that aligns performance with practicality.
Let’s break down the four most used methods: pack carburizing, gas carburizing, liquid carburizing, and vacuum carburizing.
Pack Carburizing
This is the oldest player in the game — simple, reliable, and still relevant for many. In pack carburizing, components are packed in a sealed container with carbon-rich material (usually charcoal and energizers), then heated in a furnace. As the temperature rises, carbon atoms start to diffuse into the steel’s surface.
- Pros: Low setup cost, no need for complex machinery
- Cons: Less precise case depth, slower process, more manual handling
- Best for: Low-volume jobs and simpler parts like bolts, bushings, or shafts
Agricultural tools and general-purpose mechanical components often use this method due to its low cost and simplicity.
Gas Carburizing
This method takes things up a notch in precision. Steel parts are placed in a furnace where carbon-carrying gases — typically methane or propane — circulate around the heated parts. The atmosphere is controlled, so the carbon content and case depth can be dialed in with accuracy.
- Pros: Better control over hardness, scalable for large batches
- Cons: Needs specialized furnaces and trained personnel
- Best for: Automotive gears, bearings, and other high-performance parts
Transmission components in commercial vehicles are gas carburized to boost their fatigue life.
Liquid Carburizing
Also called salt bath carburizing, this method immerses steel parts in a molten salt bath with carbon-donating compounds. It’s fast and ensures uniform carbon penetration, even on complex shapes.
- Pros: Uniform hardening, quick processing time
- Cons: Handling and disposal of chemicals can be tricky
- Best for: Small, high-volume parts like springs, pins, and fasteners
Precision pins in textile machinery or tools often undergo liquid carburizing for improved surface strength.
Vacuum Carburizing
Welcome to the high-tech end of carburizing. Vacuum carburizing is performed in sealed, low-pressure environments with finely tuned carbon diffusion cycles. This means deeper case depths, minimal distortion, and cleaner parts.
- Pros: High-quality results, reduced oxidation, consistent repeatability
- Cons: Capital-intensive setup
- Best for: Aerospace-grade components, critical gears, and high-load parts
Jet engine parts and high-performance transmission gears are vacuum carburized to endure extreme stress without failure.
Each method has its niche — and when chosen wisely, it can boost both part longevity and profitability. For MSMEs, understanding these methods can mean the difference between over-engineering and just-right performance. 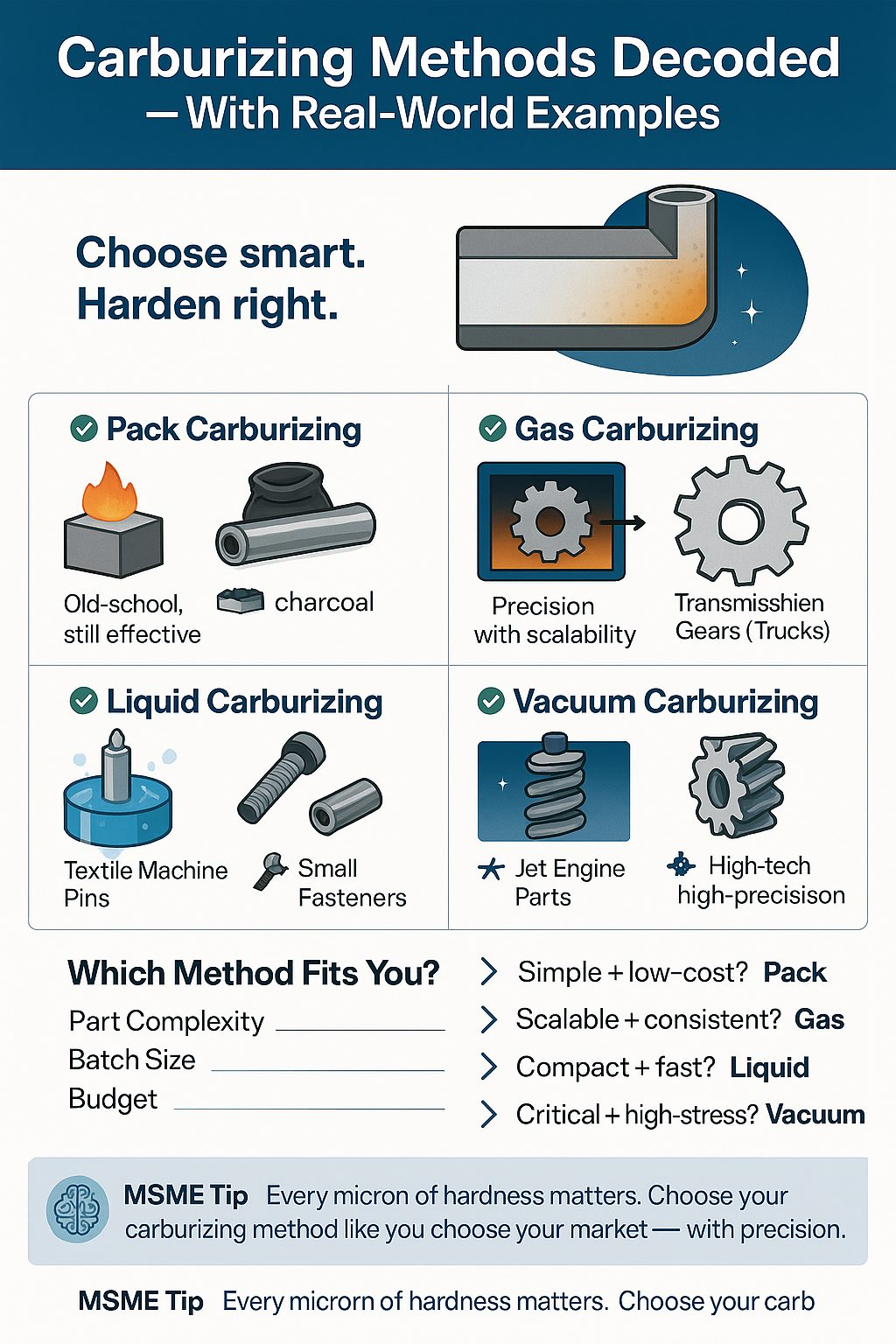
How Carburizing Works
At its heart, carburizing is a controlled transformation. Steel — in its natural state — is tough but not always tough enough. Through carburizing, its surface becomes wear-resistant while its core remains ductile. It’s this surface-core duality that makes carburizing such a powerful metallurgical upgrade.
Let’s walk through the process — step by step.
Pre-cleaning the Component
Before any heat is applied, the steel part must be cleaned thoroughly. Dirt, oil, or oxide layers can interfere with carbon diffusion. Depending on the industry, this might involve ultrasonic cleaning, alkaline baths, or degreasing.
Why it matters: Surface contaminants can block carbon from entering the metal, leading to patchy hardening or defects.
Heating in a Controlled Atmosphere
Once clean, the component is heated to around 900–950°C, depending on the method. This is the austenitizing temperature — where the steel’s crystalline structure changes, making it receptive to carbon infusion.
In pack, gas, or vacuum setups, the heat source and atmosphere differ — but the goal remains: open the metal up to absorb carbon atoms.
Example: In gas carburizing, the furnace atmosphere is rich in carbon monoxide and hydrocarbons, which break down to deposit carbon on the steel surface.
Carbon Diffusion
This is the core act of carburizing. Carbon atoms migrate into the surface layers of the steel. The longer the soak time, the deeper the case depth — often ranging from 0.5 mm to over 2 mm.
The process is carefully timed and temperature-controlled to ensure the carbon doesn’t penetrate too deeply (which might cause brittleness) or too shallow (which won’t last under stress).
Why it matters: Case depth defines the wear resistance. A deeper case means higher endurance — especially in gears or rotating parts.
Quenching
After carbon diffusion, the steel is rapidly cooled — usually in oil or gas. This hardens the outer layer by transforming austenite into martensite, a hard microstructure ideal for surface strength.
Example: Automotive gears are quenched after carburizing to withstand constant torque and motion stress.
Tempering
Quenching makes the steel hard — but also brittle. A tempering step follows, reheating the part to a lower temperature (around 150–200°C). This helps relieve internal stresses while retaining the surface hardness.
Why it matters: Tempering prevents cracking during usage, especially in high-load or cyclic-stress environments.
Every stage in this process is a balancing act — between hardness and toughness, speed and accuracy, cost and performance. For steel-focused MSMEs, understanding how carburizing works can help in choosing the right vendors, processes, and quality standards. 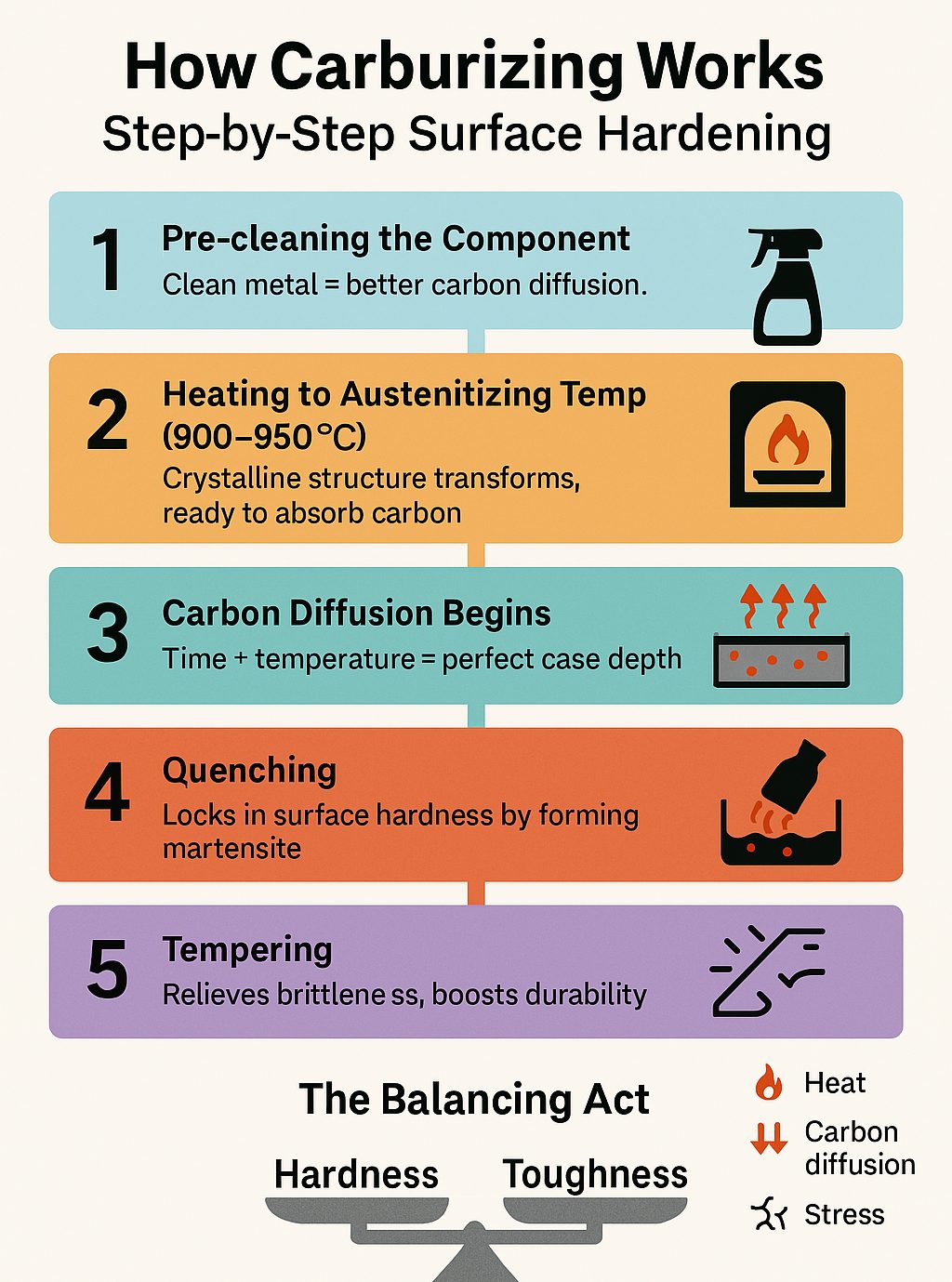
Material & Metallurgy in Carburizing
Carburizing isn’t a one-size-fits-all solution — it’s a technique tailored to materials. For it to work effectively, choosing the right steel is as important as running the right process. The success of carburizing hinges on material compatibility, alloy composition, and metallurgical behavior under heat and carbon exposure.
Best Steel Grades for Carburizing
Low-carbon steels and low-alloy steels are the go-to materials for carburizing. These steels, by design, have low carbon content in the core, which keeps them tough. Their surfaces can absorb extra carbon and harden.
Commonly used grades:
- AISI 1018
- AISI 8620
- EN353
- 20MnCr5
Example: AISI 8620 is widely used in automotive gears due to its excellent case hardenability and tough core.
The Role of Alloying Elements
Elements like chromium, molybdenum, manganese, and nickel are added to steel to enhance its response to heat treatment and improve hardenability.
- Chromium improves wear resistance
- Molybdenum enhances toughness
- Nickel boosts core ductility
- Manganese supports deeper carbon diffusion
Why it matters: These elements affect how well carbon penetrates and how hard the surface can become after quenching.
Case Depth: Not Too Shallow, Not Too Deep
The case depth is the thickness of the carbon-hardened layer. It’s determined by time, temperature, and steel type. For most industrial parts, a depth of 0.5 to 2 mm is ideal.
- Shallow case: Better for small, low-load parts
- Deep case: Essential for gears, shafts, and heavily loaded components
Example: For industrial cutting tools, a case depth of ~1.2 mm helps resist surface wear while keeping the core resilient.
Microstructural Transformations
During carburizing, the steel’s structure transforms from austenite to martensite at the surface — a key to surface hardness. The core remains pearlitic or ferritic, retaining its ability to absorb shock and resist cracking.
Visual clue: Under a microscope, carburized steel shows a sharp contrast between the dark martensitic case and the lighter, softer core.
Selecting the Right Material for Your Use Case
For MSMEs, understanding metallurgy isn’t about doing lab tests — it’s about making smarter procurement decisions. Choosing steel grades designed for carburizing ensures consistency in performance, reduces part failures, and optimizes costs in the long run. 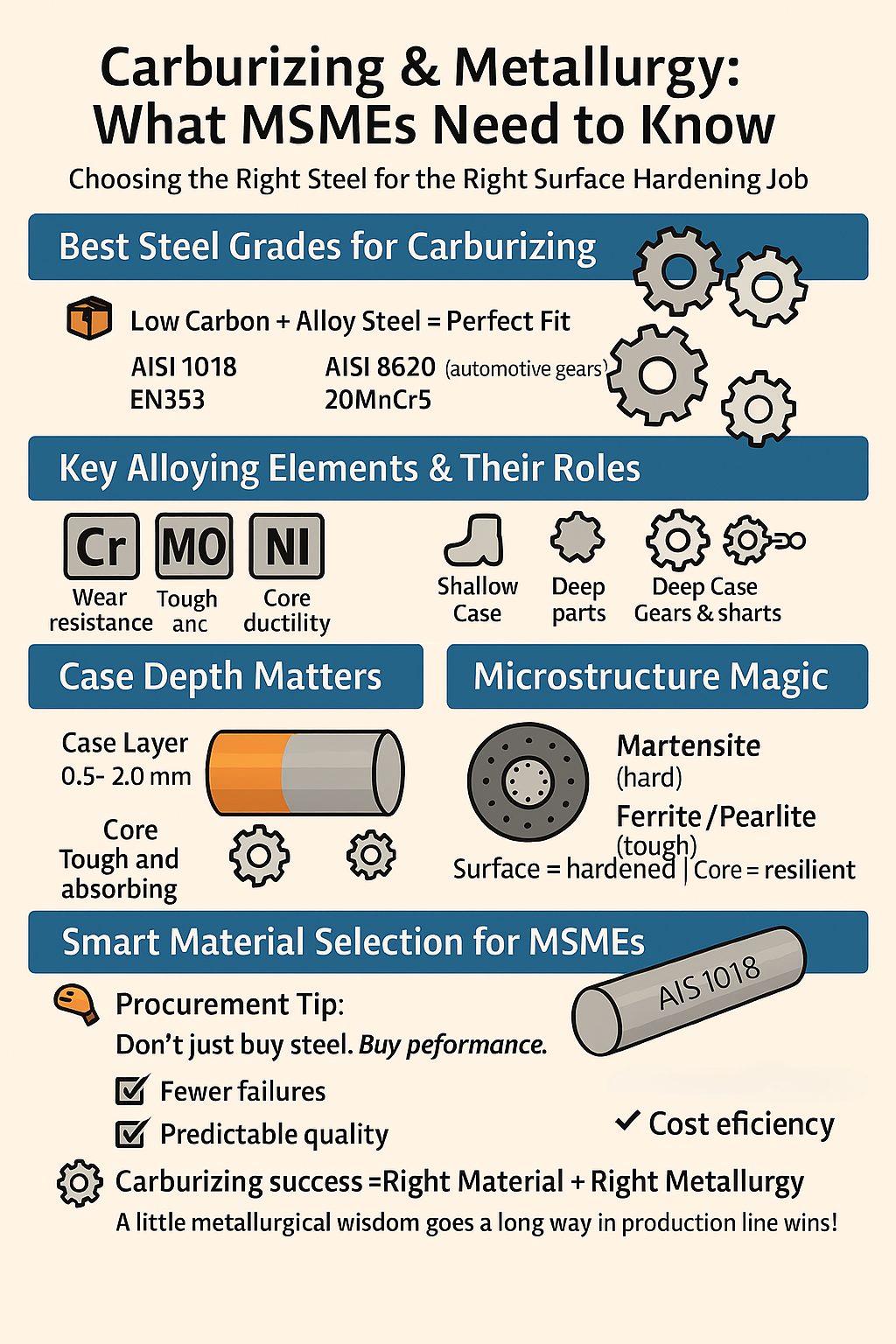
Industrial Applications of Carburizing
Carburizing isn’t just a metallurgical trick — it’s a strategic lever for industries where durability, wear resistance, and component longevity are non-negotiable. From factory floors to infrastructure sites, carburized steel parts keep operations running longer and smoother.
Automotive Components
Carburizing plays a starring role in the auto sector. Components like gears, camshafts, transmission parts, and axle shafts are regularly carburized to endure high friction, impact, and continuous motion.
Example: In a commercial vehicle gearbox, carburized gears can handle thousands of cycles without deformation or surface wear.
Construction Equipment & Tools
In construction, heavy-duty machines rely on parts that can absorb stress without giving in. Pins, rollers, drive shafts, and bearing races are often carburized to improve resistance against dust, impact, and wear.
Example: A carburized shaft in a concrete mixer resists long-term fatigue even when exposed to abrasive materials.
Industrial Machinery & General Manufacturing
MSMEs in fabrication and manufacturing benefit from carburizing smaller yet critical parts like sprockets, fasteners, and die sets. These parts perform better, last longer, and reduce the need for frequent replacements.
Tooling & Die-Making
Precision tools like gauges, cutting inserts, and molds undergo carburizing to maintain their cutting edge or structural form — even under thermal or mechanical stress.
Aerospace & Defence (High-Spec Use)
Though niche, aerospace components like actuator gears and turbine seals often use vacuum carburizing to meet ultra-high-strength demands without compromising on weight.
Carburizing is more than a surface-level upgrade — it’s a long-term investment. In high-load, high-wear environments, it’s often the difference between operational downtime and consistent uptime. 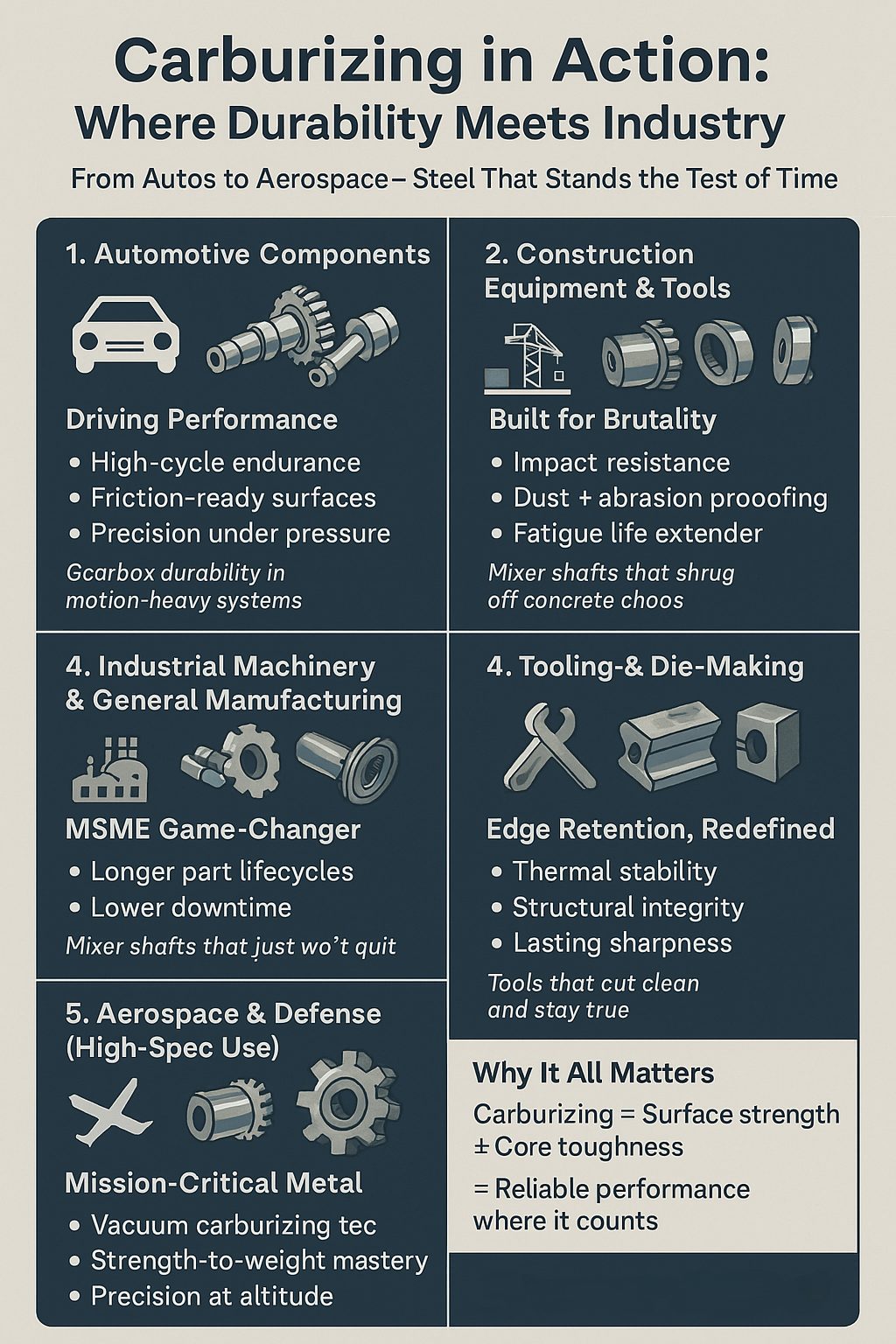
Challenges & Quality Control in Carburizing
Carburizing brings great benefits — but only when done right. Poorly executed processes can backfire, leading to defects that shorten component life and increase failure risk. That’s why quality control is as critical as the process itself.
Common Defects in Carburized Components
Despite best efforts, issues can arise if parameters aren’t tightly controlled.
- Warping: Uneven heating or quenching distorts the part’s shape.
- Cracking: Over-hardened surfaces with brittle microstructures are prone to cracks.
- Excessive case depth: Leads to poor ductility and increased brittleness.
- Under-carburized surfaces: Result in soft components that wear out too quickly.
Example: A gear with uncontrolled case depth may crack under shock loads, causing system failure.
Why Monitoring Matters
Every stage of carburizing — from cleaning to tempering — requires precise temperature, time, and atmosphere control. Even a slight deviation can affect hardness, depth, or structural integrity.
Inspection & Quality Control Techniques
Industries use a mix of destructive and non-destructive testing to ensure components meet specifications:
- Microhardness testing: Measures surface and core hardness.
- Metallography: Reveals case depth and grain structure under a microscope.
- Ultrasound & X-ray inspection: Non-destructive checks for cracks or internal flaws.
Process Documentation & Repeatability
For MSMEs, investing in standardized process documentation and calibrated furnaces helps maintain quality batch after batch. This reduces rework, customer complaints, and downtime.
Carburizing is powerful — but precision makes it profitable. Quality control isn’t an afterthought. It’s the guarantee that every hardened part performs exactly as promised. 
Conclusion
In a world where machines work harder and expectations run higher, carburizing offers MSMEs and steel-focused industries a proven edge. It doesn’t just change the surface — it transforms performance from the inside out.
By diffusing carbon into low-carbon steel surfaces, carburizing creates parts that resist wear, absorb stress, and last significantly longer. Whether you’re building automotive components, operating construction machinery, or manufacturing tools, this process makes every gear, shaft, and pin stronger — not just tougher.
Its versatility across methods — from pack to vacuum carburizing — means there’s a solution for nearly every scale and budget. When applied correctly, it reduces maintenance costs, minimizes part replacements, and ensures reliability even under extreme operating conditions.
But with great potential comes the need for rigorous control. The benefits of carburizing depend entirely on careful planning, material selection, and process precision. Quality assurance isn’t optional — it’s what unlocks long-term value.
For MSMEs looking to scale smartly, carburizing presents a strategic opportunity. It’s not just a treatment — it’s a value multiplier, extending the life of every component and enhancing customer trust with each cycle.
Stronger steel. Better performance. Greater returns. That’s the carburizing advantage — and it’s well within reach.
Make your steel go the distance. Boost durability and cut downtime with the right carburizing solution. Connect with us today.
Disclaimer: The information presented in this article is for general informational purposes only. While every effort has been made to ensure the accuracy and relevance of the content, it should not be considered as professional, technical, or legal advice. Readers are encouraged to consult qualified engineers, metallurgists, or industry experts before implementing any carburizing or heat treatment processes in their operations. The examples and references provided are illustrative and may vary based on specific use cases, materials, and industrial conditions.
—-
FAQs
What is the difference between carburizing and nitriding?
Can stainless steel be carburized?
How does carburizing affect fatigue strength?
Is carburizing reversible or permanent?
What are the environmental concerns with carburizing?
What is the ideal case depth for carburized components?
Can carburizing be done at home or in small workshops?
How is carburizing different from through-hardening?
What types of furnaces are used in industrial carburizing?
How do I inspect a part after carburizing?
Ananya Mittal blends a background in data science with a passion for writing, contributing to Tata Nexarc’s efforts in creating insightful, data-informed content for MSMEs. Her work focuses on exploring sector-specific challenges and opportunities across procurement, logistics, and business strategy. She is also involved in leveraging analytics to strengthen content performance and deliver actionable insights to India's growing B2B ecosystem.





I need some information on comparing atmospheric vs vacuum techniques. please help
We’re working with agri-equipment parts that undergo repeated stress cycles, and post-carburising durability has made a real difference to warranty claims.
Great coverage of an underrated process. A lot of our suppliers focus on machining tolerances but miss the heat treatment subtleties. Carburising, done right, can be a silent differentiator — especially in export markets where performance under load is heavily scrutinised.