Table of Contents
Steel blanking doesn’t get the spotlight. Yet, it quietly powers the backbone of modern manufacturing. Whether you’re supplying parts to the automotive sector or fabricating metal enclosures for electronics, blanking plays a fundamental role. It’s fast, repeatable, and if done right—remarkably precise.
In simple terms, steel blanking is a sheet metal cutting process where flat parts (called blanks) are punched out from a larger sheet using a die and press. These blanks become components in everything from tractor clutches to transformer parts. It’s a process built for scale and consistency.
What makes blanking ideal for Indian MSMEs is its versatility. A single blanking press can produce thousands of parts per shift, with minimal labor and maintenance. For procurement heads, the math works out: high output, low scrap, fast turnaround.
Here’s what you don’t usually hear—many MSMEs already use sheet metal blanking, but they don’t optimize it. Dies wear out. Sheet layout is inefficient. Press speed isn’t tracked. And that’s exactly where competitiveness leaks. 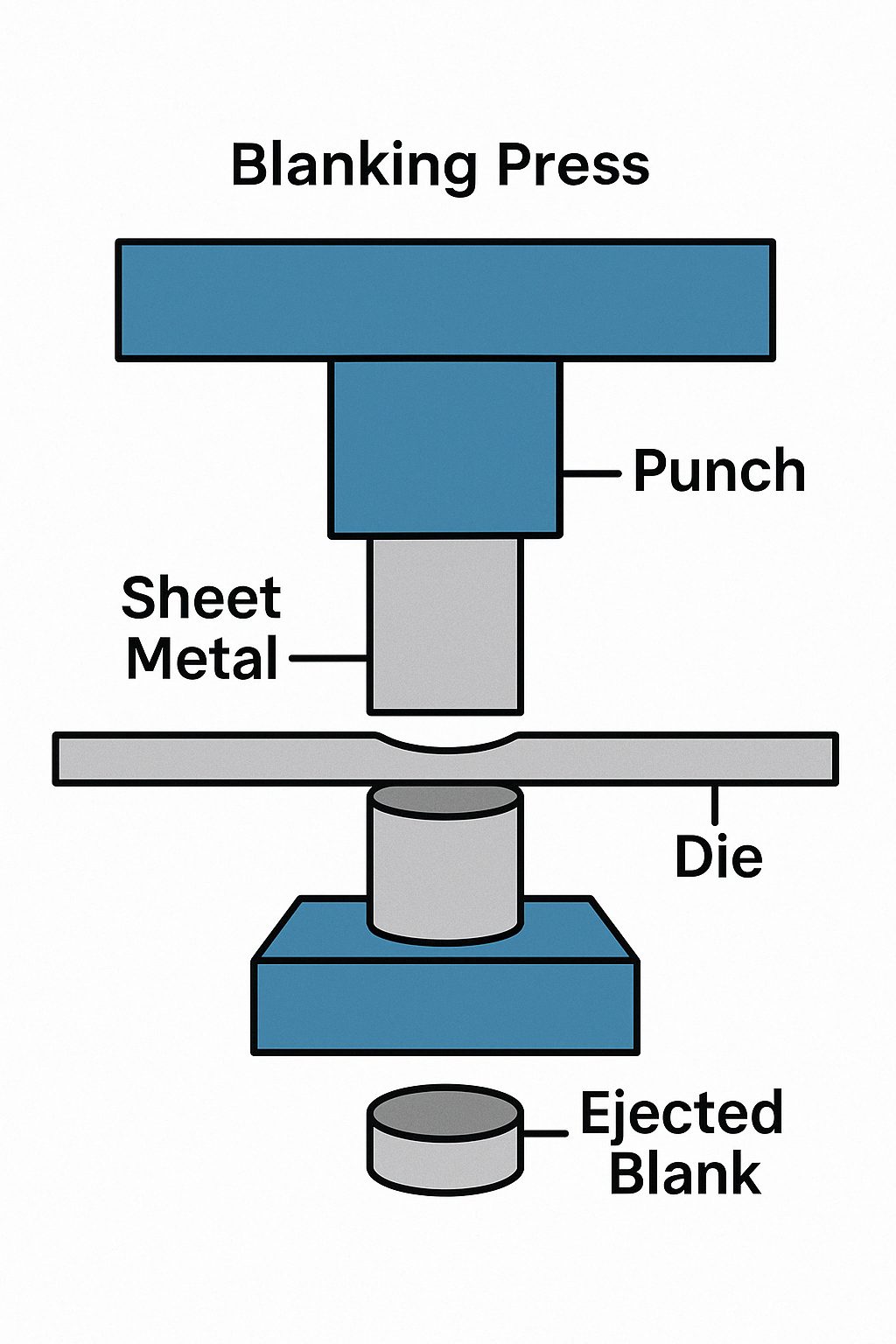
Blanking vs Punching: Key Differences Every Buyer Should Know
Let’s clear this up—blanking and punching aren’t the same, even if they often get bundled in the same breath. Both are sheet metal cutting techniques, sure. But the real difference? It comes down to what you’re keeping.
In blanking, you’re after the piece that’s punched out. That cut-out portion becomes your part. With punching, it’s the other way around—the hole is the by-product, and the remaining sheet is what you use. Think of it like this: if you’re making metal discs, blanking gives you the disc. Punching? It gives you the hole.
Now why should this matter to an MSME? Because that difference plays out in tooling, precision, and the finish your buyers expect. Blanking dies are built to shape and smooth the cut in a single go—especially when you’re dealing with fine blanking or precision blanking setups. Punching dies, by contrast, are simpler but leave more burrs. That might work for internal parts—but not for visible or tolerance-critical components.
Here’s where procurement teams and small manufacturers trip up: quoting a punching setup for a job that clearly needs clean blanked edges. You lose the contract—or worse, get flagged in a GeM inspection. And when that happens, the cost isn’t just monetary—it’s reputational. 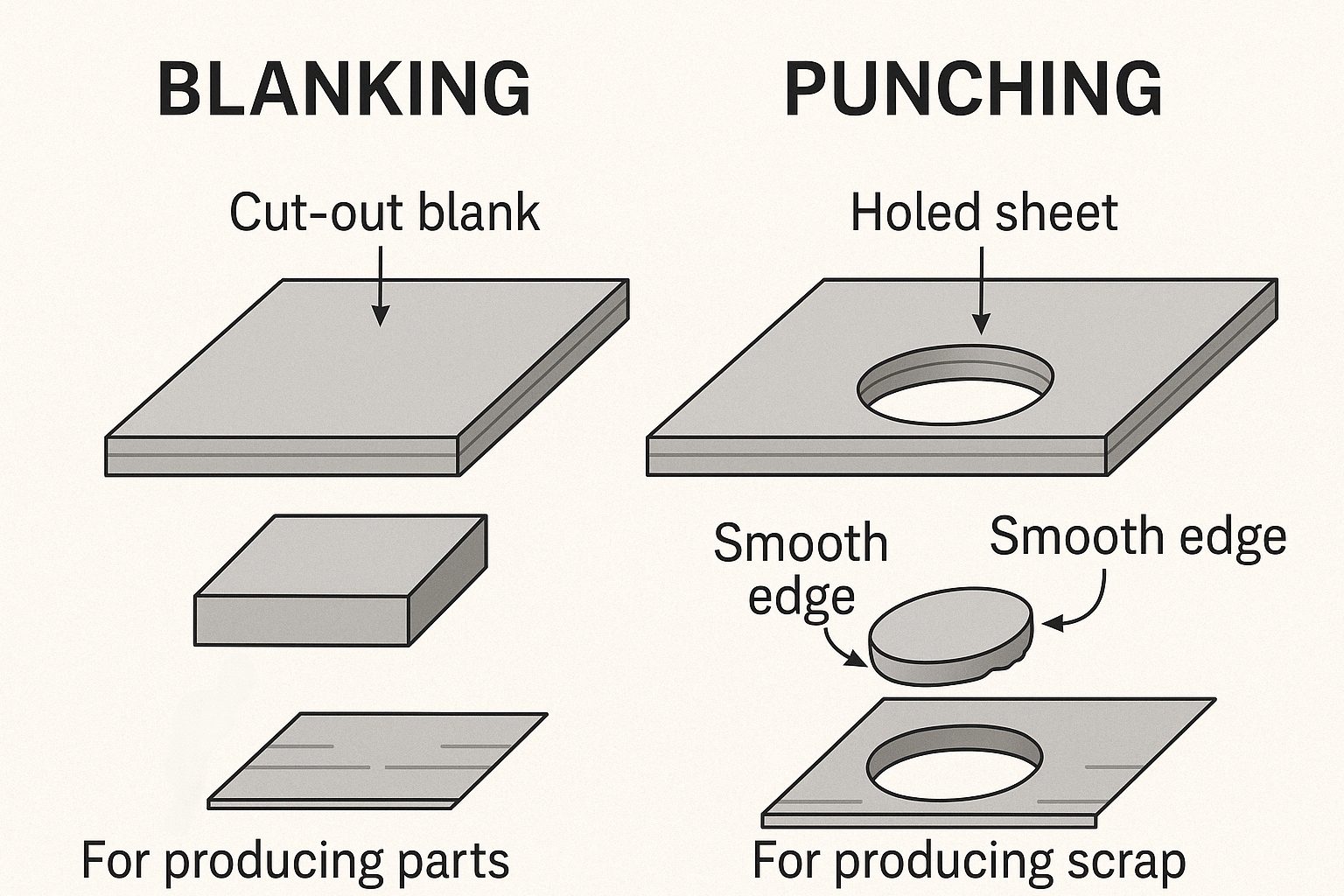
Understanding the Blanking Process Step-by-Step
Blanking sounds simple enough. You take a sheet, punch out a part, and move on. But anyone who’s run a press line knows—that’s only part of the story. The rest? It’s in the prep, the pacing, and the decisions no one documents.
Step 1: It All Begins with the Sheet
Steel isn’t just steel. A CRCA sheet behaves differently from HR, and both respond differently under the punch. MSMEs often go with what’s available or cheaper, but here’s the thing—sheet stability directly affects tool life and output consistency. One bad coil can throw off your entire day’s run.
Step 2: Tooling and Setup — Where Most Errors Start
This part’s easy to ignore… until it breaks. A typical blanking die includes a punch, die cavity, stripper plate—and ideally, a technician who’s calibrated the clearance just right. Too little gap? You burn the tool. Too much? You get burrs and failed inspection. And if you’re cutting multiple shapes on the same sheet? Nesting layout becomes your silent margin-maker.
Step 3: The Press Stroke and Aftermath
Here’s where the steel meets the tonnage. Once the die’s in place, the sheet feeds in—manually or via auto-roll—and the blanking press does its job. The blank drops. Sometimes clean, sometimes tilted, sometimes needing a push. And that’s the part folks rarely plan for: ejection systems. In a high-output MSME unit, even small delays in part removal lead to downtime—and that’s the kind of waste buyers won’t tolerate.
For manufacturers aiming to scale, hydraulic presses offer smoother control. But mechanical ones still dominate across India. They’re cheaper, faster, and if maintained, surprisingly resilient. The trade-off? Less flexibility in stroke control and more frequent tool adjustments. 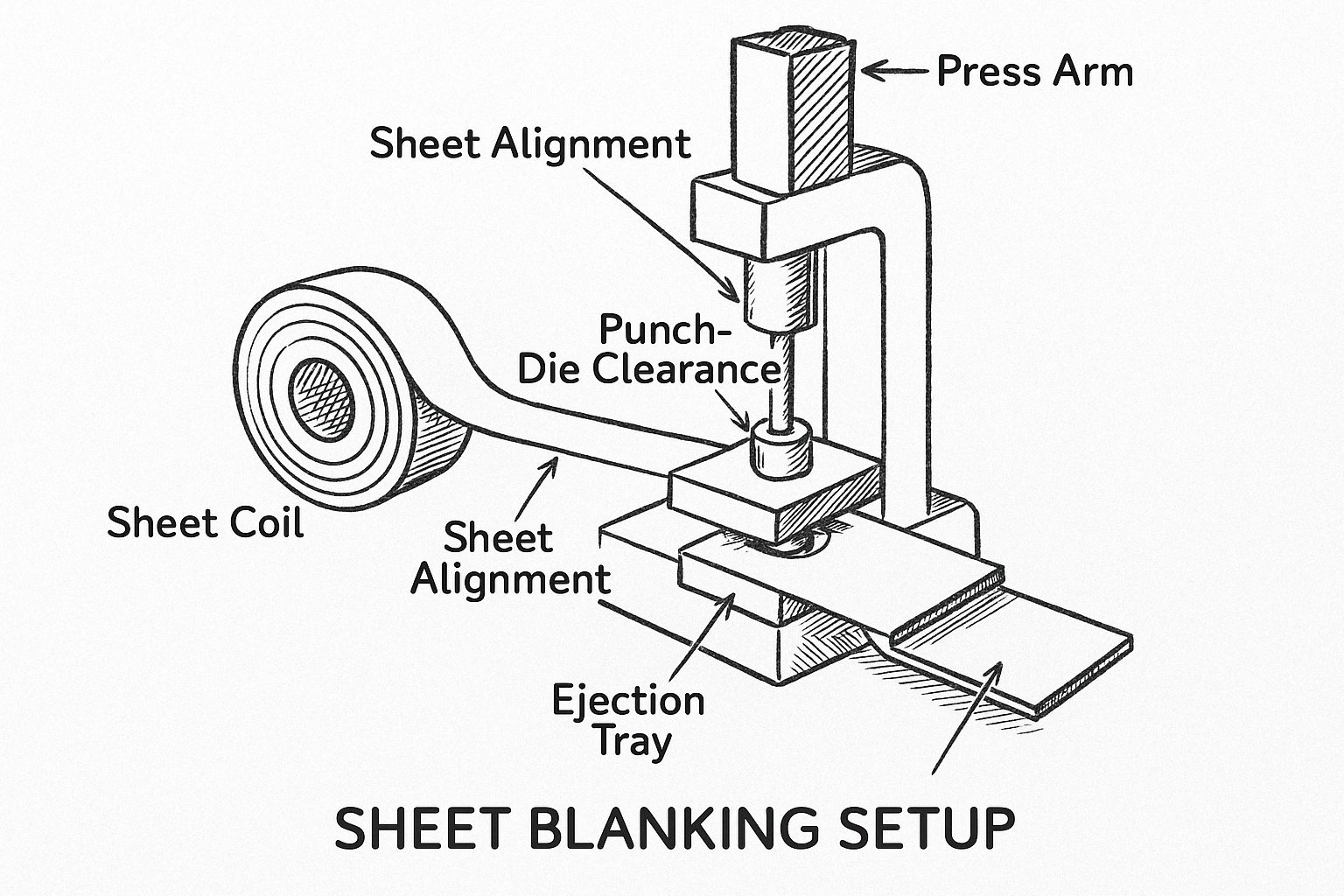
Applications and Use Cases of Blanking in Indian MSMEs
If you’re running a fabrication unit, a contract manufacturing setup, or even a small tool-and-die workshop, chances are—you’ve worked with steel blanks, whether or not you’ve called them that. In Indian MSMEs, blanking often happens behind the scenes, but its impact travels down the entire value chain.
Auto and Mobility: Where Precision Becomes Standard
Let’s start with one of the biggest consumers: the automotive sector. From brake shoes to clutch plates, steel blanks are everywhere. What’s changing now is the level of precision expected, even from Tier 3 suppliers.
Take a unit in Sanand, Gujarat. They began as a general-purpose sheet cutter. No branding, no website—just good work. A local EV supplier needed 100,000 battery tray brackets per month. Tight timelines, specific edge specs. The MSME upgraded to a servo-feed hydraulic press. First 60 days were rough—but once they stabilized, the buyer signed a rolling contract.
That’s the blanking story few tell: it’s not just volume—it’s repeatability. And in auto, that’s what wins you renewals.
Consumer Durables and Electrical: Where Scale Drives Margin
In sectors like home appliances, panel boards, fans, or switchgear, blanking feeds the volume game. These aren’t always high-margin jobs. But when managed well—with low scrap, fast die changes, and basic tooling discipline—they help MSMEs lock in consistent orders.
If you’re making electrical backplates or wall-mount housings, blanking is your first step. The cleaner your cut, the fewer downstream defects you’ll fight during stamping or welding. That’s where smart procurement heads save money: not by negotiating harder, but by reducing rework.
Public Tenders: Blanking Meets Compliance
Here’s where opportunity often hides—government contracts for pre-fab steel components. Whether it’s signage, steel casings, or structural cutouts, many of these start with blanking. Platforms like GeM and eProcure routinely carry such tenders, especially from railways, defense, and power utilities.
Most MSMEs don’t apply. Some worry about paperwork. Others assume they won’t qualify. But firms that invest a little in compliance—traceability logs, inspection sheets, die calibration records—start to stand out.
And when you do deliver on a government contract once? It’s rarely the last one. 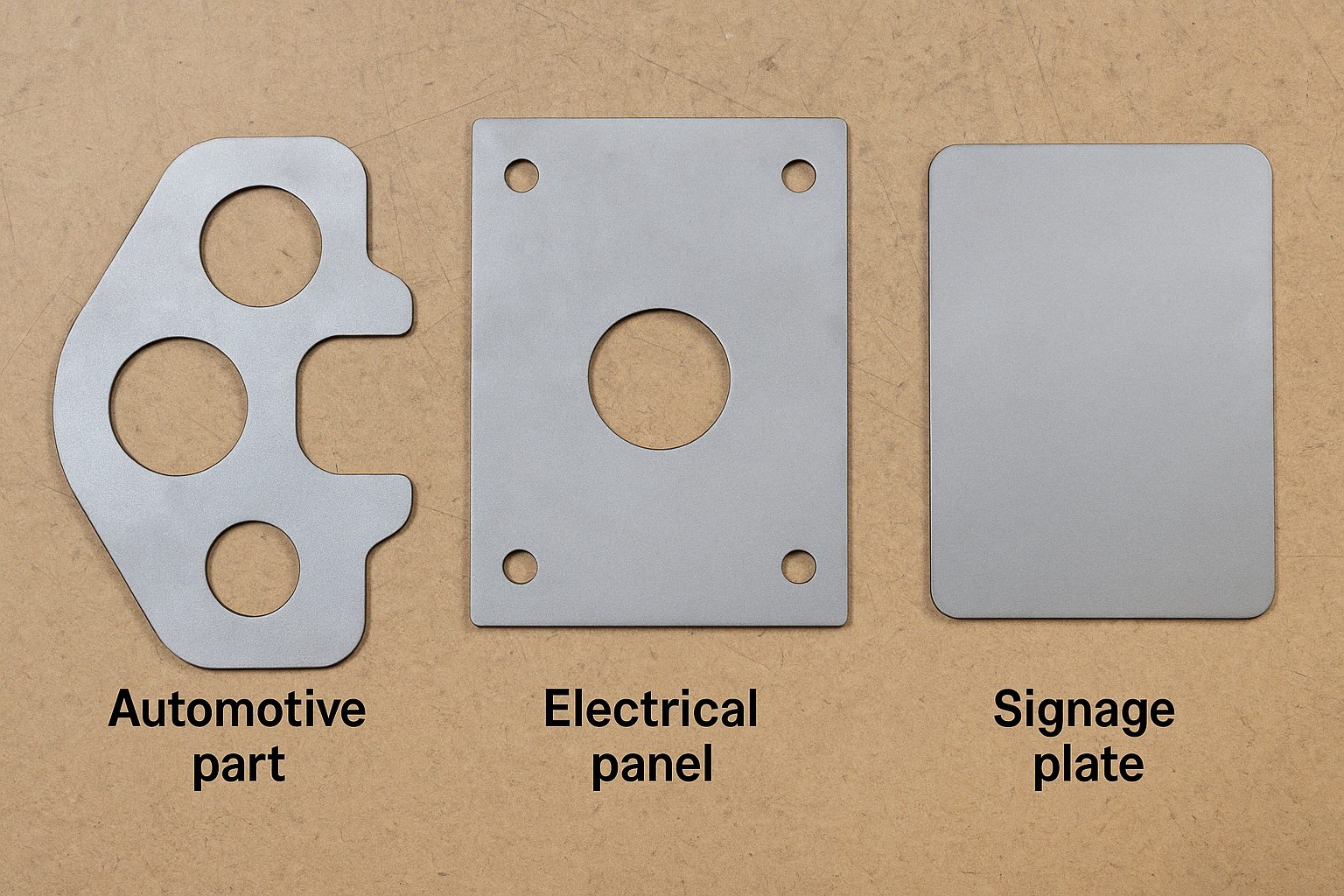
How MSMEs Can Optimize or Upgrade Their Blanking Capabilities
For most MSMEs, blanking is already happening—just not always efficiently. Machines get pushed beyond recommended loads. Dies go too long without sharpening. Sheets are nested manually, sometimes with a rough chalk outline. Over time, all of this adds up—not in one big breakdown, but in steady cost leakage.
That said, upgrading blanking doesn’t always mean buying new machines. Sometimes, it’s about tuning what you already have.
Start with What’s Costing You Most
If you’re seeing high burrs or uneven blanks, don’t blame the material first—check your tooling. Many shops overlook the die condition. A ₹30,000 resharpening job could save you lakhs in rework over the year.
Another place MSMEs lose margin is in sheet layout. Nesting—the art of fitting maximum parts into minimum steel—is often done manually. But even entry-level software can increase material efficiency by 5–8%. For high-volume units, that’s real money.
Automation Doesn’t Have to Be All or Nothing
You don’t have to leap into robotics. Start with decoilers, auto feeders, or a basic stroke counter linked to your press. Even knowing how many cycles your tool runs before it dulls? That’s a game-changer. A manufacturer in Bhiwadi added a ₹4,000 stroke counter—and finally understood why their output dropped every third shift. Turned out, tool wear was spiking mid-cycle, but nobody noticed until it was too late.
Upgrades should reduce noise, not create it.
Tap Government Schemes, But Go in Prepared
There’s real support out there. Schemes like CLCSS (Credit Linked Capital Subsidy Scheme) or even TReDS (for receivables) can ease the financial load of tech adoption. But—and this is important—paperwork kills momentum if you’re not ready.
Before applying, get your financials in order, have a project quote, and assign someone to track progress. A half-filed application helps no one.
And don’t underestimate what small upgrades can do. One MSME in Coimbatore moved from hand-fed press lines to a semi-automatic setup. The ROI wasn’t immediate, but within 8 months, they went from being a backup vendor to primary supplier for a Tier 1 control panel brand. 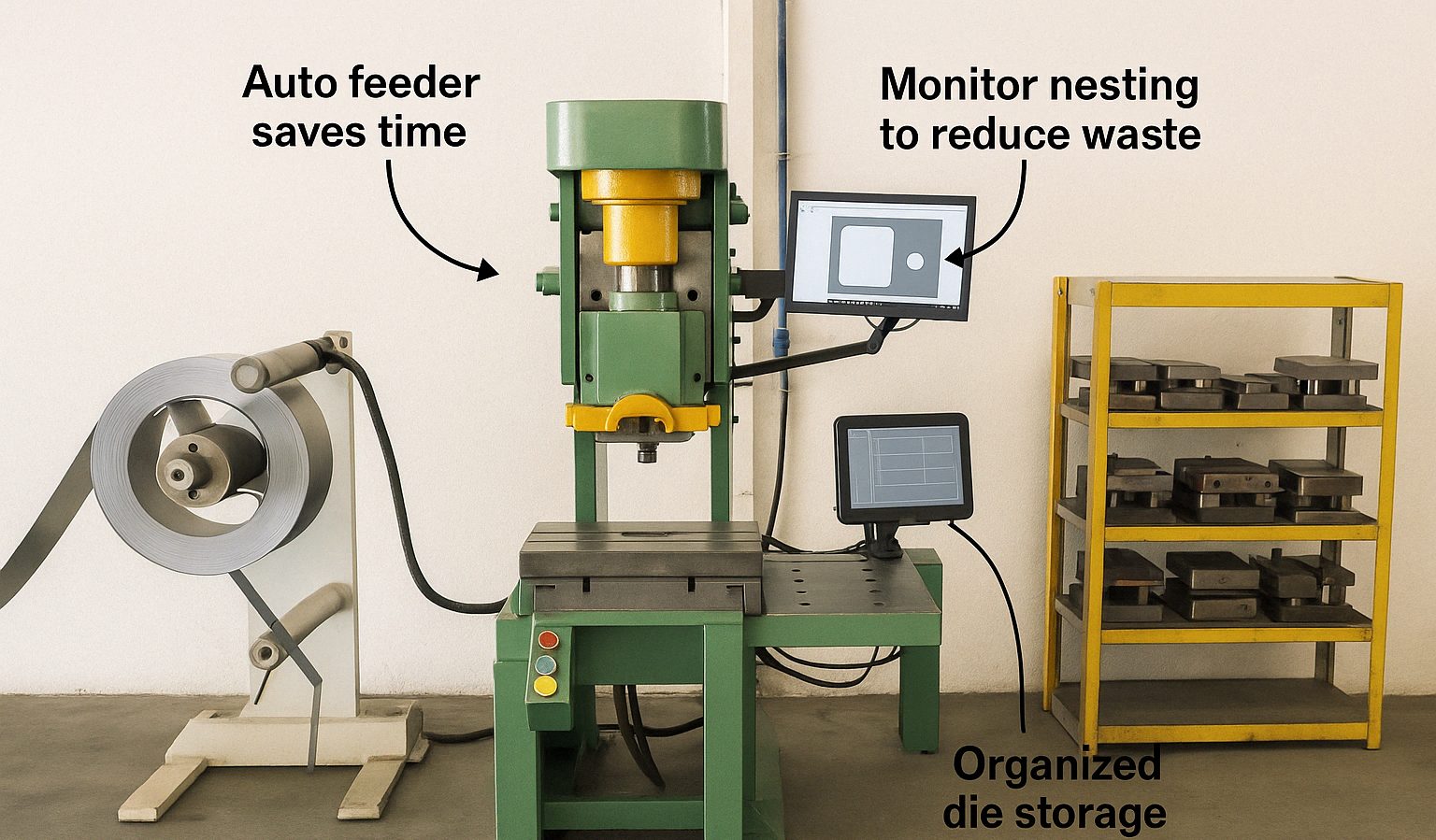
Conclusion
Blanking may not grab headlines in MSME boardrooms—but it shows up where it matters: in parts that fit right, processes that scale, and contracts that renew.
If you’re a manufacturer, vendor, or even a consultant working with Indian MSMEs, understanding how blanking works—and where it fails—can help you tighten costs, improve output quality, and land the kind of work that stays steady, even in lean cycles.
From automotive to appliances, public procurement to exports—the demand for reliable, spec-accurate blanks is growing. And with a few smart upgrades and a sharper eye on process, there’s no reason Indian MSMEs can’t lead the way.
Looking to source high-quality steel sheets or connect with trusted suppliers?
Explore Tata nexarc for smarter procurement and faster growth.
FAQs
What is the difference between blanking and shearing?
Can laser cutting replace blanking in MSMEs?
Is CNC punching better than traditional blanking?
How do you calculate blanking force for steel?
What kind of maintenance do blanking dies need?
Can blanking be used for stainless steel or aluminum?
What industries use fine blanking the most?
How can small manufacturers improve blanking accuracy?
Are there any eco-friendly blanking practices?
Does blanking qualify for any MSME subsidies?
Ananya Mittal blends a background in data science with a passion for writing, contributing to Tata Nexarc’s efforts in creating insightful, data-informed content for MSMEs. Her work focuses on exploring sector-specific challenges and opportunities across procurement, logistics, and business strategy. She is also involved in leveraging analytics to strengthen content performance and deliver actionable insights to India's growing B2B ecosystem.




