Table of Contents
- Introduction
- Stainless steel springs, types and use cases
- Grade selection that matches Indian environments
- Standards and documentation to clear audits
- Manufacturing and QA checkpoints that decide life
- Procurement playbook for MSMEs
- Cost drivers and savings levers
- Quick spec template MSMEs can copy into RFQs
- Conclusion
- FAQs
Introduction
Stainless steel springs keep machines running. The wrong grade or a vague spec can stop a line and delay dispatch. In MSME buying, clear inputs save more time than a small price cut.
What you will learn
- How to choose the right grade: 302 or 304 for general duty, 316 for coastal or washdown areas, 17-7PH for higher strength or heat.
- Which standards to cite: ASTM A313 for wire, IS 4454 Part 4 for India.
- What to put in the spec: load at working length, spring rate, simple tolerance bands that QA can measure.
- Which papers to ask for: MTC with heat number, supplier CoC, and finish evidence for passivation or electropolish.
Why this matters
Clear specs reduce rework, speed up QA, and cut GeM queries. Vendors quote on the same baseline, inspectors see testable targets, and lots move to production on time. Use this guide as a practical playbook for sourcing, inspection, and dispatch.

Stainless steel springs, types and use cases
Stainless steel springs help parts move, return, and hold position. MSMEs use them in fixtures, packaging machines, pumps, panels, and service spares. Picking the right type keeps the line stable and maintenance low.
Types of stainless steel springs
- Compression springs: Work under push. Used in presses, valves, latches, dosing units.
- Extension springs: Work under pull. Used in shutters, counterbalances, light mechanisms.
- Torsion springs: Provide twist. Used in hinges, levers, clips that rotate.
- Wire forms: Custom shapes. Used as retainers and clips inside tight panels.
How to choose the type
Choose the spring by the movement it must handle, push, pull, or twist. Check the space so it fits and works safely, confirm free length, working travel, and solid height so the coil does not bind. Set two simple functional targets that vendors can measure, load at the working length and the spring rate, with clear tolerances. If the area is wet or exposed to chemicals, specify stainless grades to limit rust and avoid unplanned stops.
Common MSME use cases
-
Food and pharma: Parts need smooth, cleanable surfaces. Ask for passivation or electropolish.
-
Coastal sites and washdown areas: Chlorides are high. 316 lasts longer than 304.
-
Electrical panels and test rigs: Stable spring rate matters. Keep tolerance bands realistic.
-
Packaging lines: Standardise two or three wire diameters across common springs to cut stockouts and speed spares.
Spec basis that prevent confusion:
-
Name the type and grade, for example compression spring, 304 or 316.
-
Capture geometry, wire diameter, OD or ID, free length, coil count, and end type.
-
Cite standards, ASTM A313 and IS 4454 Part 4, and ask for an MTC with heat number.

Grade selection that matches Indian environments
Choose the grade by environment, not by price alone. This keeps lines running and avoids repeat replacements.
Quick selector
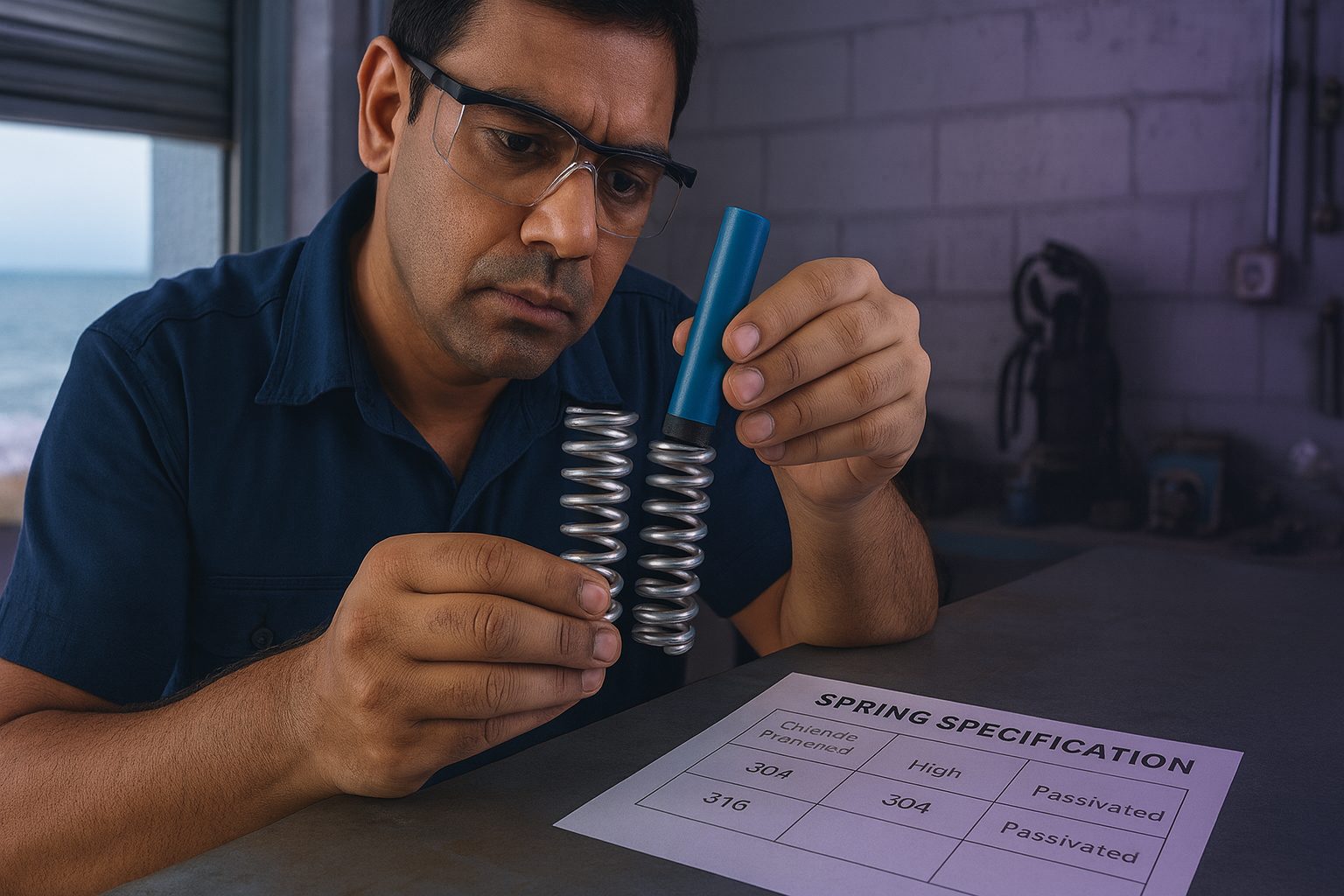
- Clean indoor duty: 302 or 304. Good general performance at a sensible cost.
- Coastal, washdown, fertiliser dust, or chlorine exposure: 316. Better resistance where chlorides are present.
- Higher strength or higher temperature: 17-7PH. Tighter spring rate and better stability after heat treatment.
Write it into the RFQ and drawing
State the chosen grade, the finish, and the stress-relief requirement. Example: “Grade 316, passivation required, stress relief per supplier spec above service temperature.” Clear notes reduce back-and-forth and help vendors quote correctly.
Magnet test on the shop floor
A pocket magnet may show mild attraction on 302 or 304 after forming. This is normal and does not prove the wrong grade. Add a simple line on the print: “Mild magnetism after cold work acceptable.”
Cleaning and hygiene zones
Food and pharma lines run caustic or acidic washes. In these areas, 316 lasts longer and cleans faster. Ask suppliers to document the finish, passivation for general use, electropolishing where very smooth, clean surfaces are needed.
Monsoon storage and transport
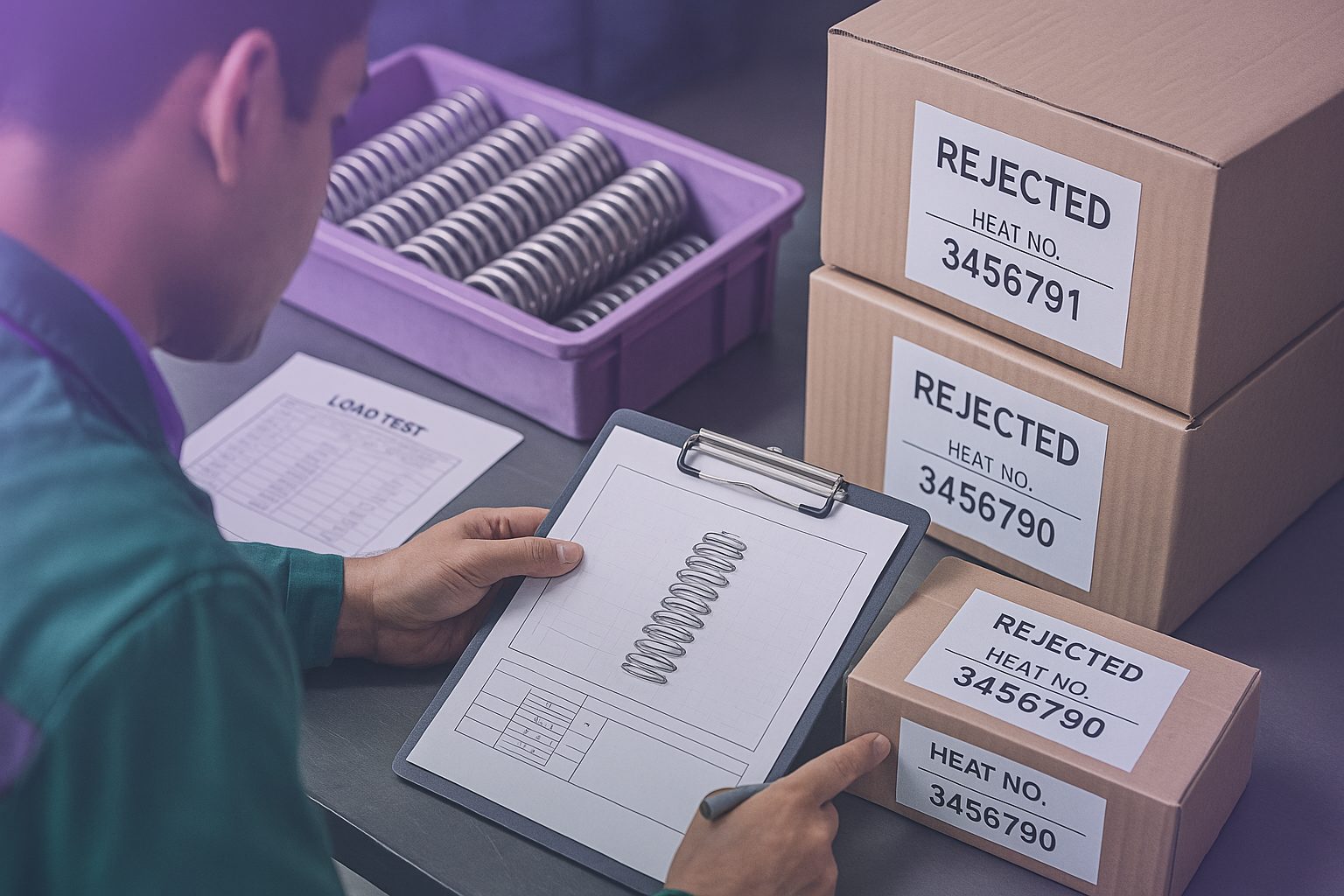
Even good stainless can show tea staining in damp cartons. Specify VCI wrap, desiccant packs, and a humidity card in each box. Ask the vendor to mark heat numbers on cartons so incoming QA can trace lots quickly.
Balance cost with risk
316 and 17-7PH cost more. Use them where downtime or rework would hurt more than the premium. A simple counterspec helps, for example: “Primary grade 304, acceptable alternative 316 for coastal orders, finish and stress-relief unchanged.” This gives suppliers a tight, testable target and keeps public-procurement checks smooth.
Standards and documentation to clear audits
Auditors work faster when your spec matches recognised standards. Write the same language on the drawing, the RFQ, and the PO, so vendors quote correctly and public-buying portals raise fewer queries.
Standards to cite
-
Wire standard: ASTM A313 or ISO 6931.
-
Indian reference: IS 4454 Part 4.
-
Finish where hygiene matters: ASTM A967 for passivation or an equivalent electropolish spec.
Write the exact grade, temper, and finish. Example: “304, spring temper, passivation per ASTM A967.”
What to put on the drawing (finished spring, not just wire)
-
Function: load at working length, spring rate, free length, solid height.
-
Dimensions: wire diameter, OD or ID, coil count, end type.
-
Testing: method and sample plan. Example: “Sample 5 pcs per lot on a calibrated spring tester.”
-
Note on magnetism: “Mild magnetism after cold work on 302/304 is acceptable.”
These items tell vendors what to build and give QA a clear checklist.
Vendor document pack to request
-
MTC (Material Test Certificate): shows heat number and chemistry against the cited standard.
-
Supplier CoC: repeats the drawing targets for that lot.
-
Lot-wise load and dimension report: for the finished springs.
-
Finish evidence: passivation or electropolish record where required.
-
Calibration proofs: current certificates for gauges and spring testers.
-
Public procurement add-ons: GST and Udyam details, any BIS licence numbers.
Always check expiry dates before upload. Many rejections start with an expired certificate.
Before dispatch
Ask the vendor to email the full pack first, MTC, CoC, load report, finish record, calibration proofs, and a packing declaration that lists VCI film, desiccant packs, and a humidity card. Incoming QA can then match heat numbers to carton labels, test a small sample, and release the lot the same day. This habit cuts gate delays and avoids avoidable queries on GeM after delivery.

Manufacturing and QA checkpoints that decide life
Reliability is engineered on the shop floor, then proven at inspection. In MSME plants, small choices in coiling, heat treatment, and finish often decide whether a lot passes incoming QA the same day or waits in quarantine. A simple, written route sheet, followed every time, brings consistency and calmer audits.
Controlled coiling
Clean stainless steel spring wire and the right lubricant keep the coil true. The mandrel is chosen to achieve a sensible spring index, and pitch consistency is watched across the body. Ends are ground where flat seating is required. Extension hooks are formed with smooth radii, since sharp transitions raise local stress and invite early failure. Minor coiling errors tend to appear later as load drift on the test bench.
Stress relieving
Stress relief is part of the process plan, not an afterthought. Austenitic grades such as 302 and 304 stabilise at lower temperature ranges, while 17-7PH follows a specification-driven cycle after forming. The chosen setpoint should sit above service temperature, so springs do not relax in use. Hold time is recorded on the traveller. Rate stability depends on time as much as temperature.
Finish and cleanliness
After forming and cutting, passivation restores the chromium-rich passive film. Electropolishing is preferred where hygiene and smooth surfaces matter, for example in food and pharma lines. Mild magnetism may be observed on 302 or 304 after cold work, which is normal and should be noted on the drawing to avoid false rejections. Clean, finished parts resist tea staining and stand up better to monsoon storage.
Testing and sampling
Dimensions are checked on calibrated gauges, including wire diameter, OD or ID, free length, and solid height. Load at the stated deflection is verified, then spring rate is calculated between two points. Samples are pulled from multiple coil packs, not only from the first pieces. Where duty cycles are high, a short fatigue trial validates rate stability. Calibration certificates are kept current and traceable, since GeM orders and customer audits often ask for them.
Packaging and storage
Finish degrades quickly in humidity if packing is an afterthought. Parts are wrapped in VCI film, desiccant packs are placed in each carton, and a humidity indicator is added for visual control. Springs are stored uncompressed to preserve rate. Cartons carry heat numbers for traceability and are stacked off the floor, away from damp walls. A simple packaging declaration, attached to the invoice, helps public buyers clear goods without queries.

Procurement playbook for MSMEs
Great buying starts with a tight brief and a short list of capable suppliers. In real procurement cycles, timing often beats a small price cut, so the focus stays on clarity and predictability. The goal is simple, secure comparable quotes, protect quality on delivery, and keep Stainless Steel Springs moving to the line.
Vendor shortlisting
Select manufacturers that work daily with stainless steel spring wire and reference ASTM A313 or ISO 6931 with IS 4454 Part 4. Ask for recent jobs in the same wire diameter and spring index, a lot-wise load report from a calibrated bench, and an MTC with a matching heat number. Local capacity and stable lead times usually outperform a marginal discount that slips schedules.
RFQ that attracts comparable quotes
Treat the RFQ as the control document. Specify spring type, grade, wire diameter, OD or ID, free length, coil count, end finish, and target load at set deflection. Add tolerance bands for load and rate, cite the standards, state passivation or electropolishing if needed, and list documents required on delivery, including MTC, supplier CoC, and a lot-wise load and dimension report. Fix packing requirements, VCI, desiccants, humidity card, and carton heat-number labels.
MOQs, pricing, and lead time
MOQ and lead time set working capital. Where a full MOQ strains cash, split deliveries from a single lot and inspect the first drop. Use a simple rate contract tied to a public index with a fixed conversion charge. Keep a counterspec, 304 as primary and 316 where chlorides or washdowns justify the upgrade.
Incoming QA and payment discipline
Run paperwork before dispatch. Incoming QA then samples across coil packs, checks load at the stated deflection, confirms rate at two points, and releases faster. Payments align to acceptance, which rewards clean documents and consistent results.
Public procurement notes
On GeM, mirror the spec fields in the platform template and upload unexpired GST, Udyam, and any BIS licence details. Carry a sample, the traveller, and current calibration certificates when site inspection is requested.
A quick field example
A packaging unit standardises 304 for plant spares, specifies 316 for coastal orders, and keeps two qualified spring makers on a rate contract. The RFQ lists load targets and tolerance bands, and vendors email MTCs and load reports ahead of the truck. Lots clear the gate on time, even during peak season.

Cost drivers and avings levers
Price on Stainless Steel Springs moves with three levers, material, process, and logistics. Grade choice sits first. 316 costs more because nickel and molybdenum track global markets, while 17-7PH adds time in heat treatment. Where exposure stays moderate, 304 often meets life targets at a lower base. Finish sits close behind. Passivation is economical and reliable for general duty, while electropolishing improves cleanability and fatigue life in regulated zones, but adds a separate operation that vendors will price in.
Tolerances and secondary steps shape factory time. Very tight bands on load and spring rate slow winding and raise scrap, yet provide little gain in the assembly if the mating parts carry generous clearance. End grinding, special hooks, and closed coils consume minutes at the bench, so reserve them for seats that truly need flatness or noise control. Lot size and lead time affect working capital. Split deliveries from a single production lot protect both sides, the vendor bills faster and the buyer avoids over-stocking.
Packaging and transport turn small line items into real savings. VCI film, desiccants, and cartons with adequate burst strength prevent tea staining through the monsoon. Uncompressed storage preserves rate. Choose FTL for predictable windows, or PTL for smaller runs with sturdier packing and clear heat-number labels. The steady outcome is simple, fewer reworks, cleaner paperwork, and on-time clearances at the gate.Troubleshooting and rejection prevention

Troubleshooting and rejection prevention
Most field complaints cluster around corrosion marks, magnetism, and load drift. Tea staining after monsoon storage points to packing or finish, not always the wrong grade. Specify passivation for general duty, electropolish where hygiene matters, and standardise VCI with desiccants. For coastal dispatches, 316 often pays for itself in fewer call-backs.
Load or spring-rate failures usually trace back to geometry or heat treatment. Verify wire diameter, coil count, free length, and solid height first. Test load at two points to confirm rate. If parts relax in service, review the stress-relief setpoint and hold time, then store Stainless Steel Springs uncompressed to preserve performance.
Paperwork triggers avoidable rejections. Align heat numbers on the MTC, carton labels, and load sheets. Keep calibration certificates current and easy to retrieve. Before a GeM delivery, email the document pack for a pre-check so incoming QA releases the lot without delay.
Quick spec template MSMEs can copy into RFQs
A good RFQ reads like a test plan. Vendors see exactly what to build, and incoming QA knows what to measure. Cite the right wire standards, ASTM A313 or ISO 6931, plus IS 4454 Part 4 for India. State functional targets, load at working length and spring rate with tolerance bands. Call out finish, passivation for general duty or electropolishing for hygienic zones. Ask for a material test certificate with heat number, a lot-wise load and dimension report, and calibration validity for gauges and testers.
RFQ spec template (copy and edit)
| Field | Specification |
|---|---|
| Product | Stainless steel spring |
| Spring type | Compression / Extension / Torsion / Wire form |
| Material grade | 304 / 316 / 17-7PH (select one) |
| Standards | ASTM A313; IS 4454 Part 4 (India) |
| Wire diameter | ___ mm |
| OD / ID | OD ___ mm / ID ___ mm |
| Free length | ___ mm |
| Total coils | ___ (active), end type: Closed / Ground / Hooks |
| Functional targets | Load at ___ mm = ___ N ± ___ Spring rate = ___ N/mm ± ___ |
| Finish | Passivation / Electropolish |
| Acceptance and sampling | Plan ___ (state method and sample size) |
| Documents on delivery |
|
| Packaging | VCI wrap, desiccant packs, humidity card, heat number on each carton |
| Traceability | Heat number must match MTC, load sheet, and carton labels |
| Notes | Mild magnetism after cold work on 302/304 is acceptable per drawing note |
| Logistics window | Preferred delivery slot ___; FTL/PTL; dock terms ___ |

Conclusion
Results improve when stainless steel springs are bought and built against a clear plan. Match grade to environment, anchor the print to ASTM A313 and IS 4454 Part 4, and state functional targets that QA can verify on the bench. Stress relief, passivation or electropolish, and monsoon-ready packing belong in the route, not in emails after dispatch. Treat the RFQ like a test plan, circulate documents before the truck moves, and keep counterspecs ready to balance cost with risk. MSMEs that follow this rhythm see fewer rejections, faster gate clearances on GeM, and steadier uptime during peak demand.

Looking to procure steel?
Tata nexarc helps manufacturers, builders and MSMEs source certified steel products, compare prices, and choose the right grade as per IS codes—with complete traceability and procurement confidence.
FAQs
How can a PO protect against nickel swings without weekly renegotiation?
Can MOQs be split and still keep full traceability?
Who owns tooling for custom springs and how is cost treated?
How are grade substitutions controlled, for example 316 in place of 304?
What is a practical acceptance plan for incoming QA?
What warranty language works for B2B springs?
How should payment terms encourage quality without choking cash flow?
What penalties are reasonable for late delivery and non-conformance?
When is third-party inspection worth paying for, and who bears the cost?
What packing and storage terms prevent monsoon-season disputes?
Charul is a content marketing professional and seasoned content writer who loves writing on various topics with 3 years of experience. At Tata nexarc, it has been 2 years since she is helping business to understand jargon better and deeper to make strategical decisions. While not writing, she loves listing pop music.